


Biên dạng bề mặt được tạo ra bằng phương pháp phun bi phụ thuộc hoàn toàn vào hạt mài và cách xử lý. Việc lựa chọn hạt mài phù hợp và các thông số vận hành thiết bị rất quan trọng đối với chất lượng bề mặt kết cấu thép đang được chuẩn bị để sơn phủ. Phần lớn việc chuẩn bị bề mặt kết cấu thép được thực hiện bởi các máy phun bi tự động sử dụng hạt bi thép. Trong bài viết này, chúng tôi sẽ cùng bạn tìm hiểu việc lựa chọn hạt mài để chuẩn bị bề mặt kết cấu thép.
Hạt mài có ảnh hưởng gì đến bề mặt của kết cấu thép?
Loại hạt và hình dạng
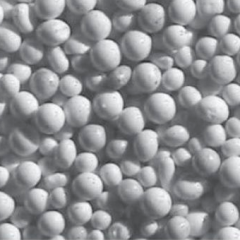
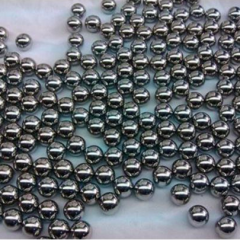
Hạt bi thép và hạt thép đa cạnh khác nhau về hình dạng, bề ngoài và kết quả tác động lên bề mặt. Hạt bi thép có dạng hình cầu tương tự như những viên bi nhỏ và tạo ra bề mặt tương đối mịn, đồng nhất hơn so với hạt thép đa cạnh. Được cấu tạo từ các hạt có hình dạng ngẫu nhiên, góc cạnh, các hạt thép tạo ra một bề mặt thô và nhám hơn so với hạt bi thép tròn.
Ví dụ:
- Rz (G 16) = khoảng 5 mils (125 µ)
- Rz (S 390) = khoảng 3.5 mils (88 µ)
Kích thước của hạt mài
Bi thép và hạt thép có rất nhiều các kích thước khác nhau. Kích thước hạt thay đổi từ khoảng 0,1 mm (4/1000 ”) đến gần 3 mm (1/10”).
Các kích thước phương tiện phổ biến nhất để chuẩn bị bề mặt thép là:
- Hạt bi thép: S230 – S390
- Hạt thép đa cạnh: G16 – G50
Kích thước hạt lớn hơn tạo ra bề mặt sâu hơn, độ nhám cao hơn so với hạt có kích thước nhỏ hơn
- Rz (S 230) = khoảng 2.2 mills (55 µ)
- Rz (S 390) = khoảng 3.5 mills (88 µ)

Độ cứng của hạt mài
Hạt thép cũng có các cấp độ cứng khác nhau. Hạt mài càng cứng, bề mặt được tạo ra sẽ càng sâu.
Độ cứng của hạt thép dao động từ 40 – 65 HRC, trong khi bi thép tròn dao động từ 40 – 51 HRC.
Vận tốc và góc tác động
Máy phun bi tự động có thể tăng tốc hạt mài đến tốc độ 150 – 350 feet/giây. Tốc độ va đập cao hơn tạo ra các biên dạng bề mặt sâu hơn.
Góc tác động cũng tạo ra các kết quả khác nhau. Độ sâu biên dạng lớn nhất đạt được khi vật liệu phun chạm vào bề mặt chi tiết gia công ở góc 90 độ.
Ở góc va chạm 45 độ, hạt mài mất khoảng 20% động năng, do đó tạo ra ít độ nhám hơn.
Lựa chọn phương tiện
Việc lựa chọn loại và kích thước hạt mài phụ thuộc vào hai yếu tố chính: tình trạng bề mặt ban đầu (lớp gỉ) và loại lớp phủ được áp dụng.
- Đối với bề mặt thép có cấp gỉ A hoặc B và sử dụng sơn lót (như dầm chữ H đã sơn lót), sử dụng hạt bi thép S230 hoặc S280 sẽ phù hợp.
- Đối với bề mặt thép có cấp độ gỉ C hoặc D, loại cát phun phù hợp nhất sẽ là hạt thép cỡ G 16 hoặc G 18.


